
Profileermachines worden doorgaans ingezet voor de productie van grote series plaatwerk. Dibalex, de Nederlandse fabrikant van profileermachines, toont aan dat het anders kan. Voor een Duitse klant is een machine ontwikkeld die seriegrootte 1 profileert en dan automatisch wisselt naar een andere vormrollenset. Op deze lijn worden twee bij elkaar behorende plaatwerkproducten op maat geproduceerd.
Dibalex krijgt steeds meer voet aan de grond in Europa. Vooral de flexibiliteit waarmee de machinebouwer uit Alblasserdam specifieke klantwensen vertaalt naar slimme machineconcepten, vindt weerklank bij grote Europese concerns. “Zelfs in de crisis hebben we geen leegloop gekend en zijn we blijven groeien”, zegt directeur Bert Havenaar. Hij schrijft dat succes toe aan twee factoren. Allereerst de strategie om engineering, montage en inbedrijfstelling in eigen huis te houden. Frees- en draaidelen worden ingekocht. Deze strategie biedt flexibiliteit om snel te reageren op vragen uit de markt. De tweede factor is goed luisteren naar wat de klant wil, maar vanuit de eigen kracht ook met andere voorstellen te durven komen als die beter zijn.
Seriegrootte 1
De profileermachines zoals Dibalex die bouwt, worden doorgaans ingezet voor serieproductie. Bert Havenaar bestempelt de Dibalex machines wel eens als een aantal kantbanken achter elkaar, waar een plaat ingaat en een compleet product uitkomt. Voor een grote Duitse fabrikant van deuren en rolluikkasten heeft Dibalex nu een profileerlijn ontwikkeld voor juist seriegrootte 1. “De klant komt met een nieuw product op de markt, de omkasting van rolluiken. Deze bestaat uit twee delen en moeten telkens op maat worden gemaakt. Tot nog toe gebeurt dit op twee afzonderlijke lijnen, wat veel logistieke handling en dus mankracht met zich meebrengt.” Met de nieuwe lijn die de engineers van Dibalex hebben ontwikkeld, kunnen de beide delen direct na elkaar op één lijn worden geproduceerd, ondanks dat elk deel een ander profiel heeft. Elke minuut komt er een set bij elkaar horende plaatdelen van de lijn, die onbemand kan werken. Het wisselen van de profielen gebeurt in 8 s.
Verzinkt en gelakt bandmateriaal
Aan het begin van de lijn staan er twee coil- en slitunits; één voor verzinkt band, de ander voor gelakt materiaal. De maximale profielafmetingen die de lijn aankan, bedraagt een lengte van 7.000 mm bij een breedte van 850 mm. De slitunit maakt de band op de juiste breedtemaat, waarna een schaar de plaat knipt. Om een buffer te creëren, heeft Dibalex een buffermagazijn gebouwd waar de geknipte platen in komen voordat ze naar de ponsunit gaan. Dit is de flexibele CNC-ponsunit waarmee Dibalex in 2014 genomineerd was voor de TechniShow Innovatie Award. De te ponsen gaten zijn vrij programmeerbaar, de ponseenheid werkt met standaard gereedschappen en wordt extern geprogrammeerd en aangestuurd. Deze unit is noodzakelijk omdat het ponspatroon in elk product anders is. Na het ponsen gaat het materiaal in de profileermachine. Die maakt eerst plaat A, dan wordt in 8 s de vormrollenset gewisseld en wordt plaat B gevormd. Daarna stelt de machine zich automatisch in op een andere breedte en het andere profiel. Totale productietijd voor één set platen: 1 minuut.
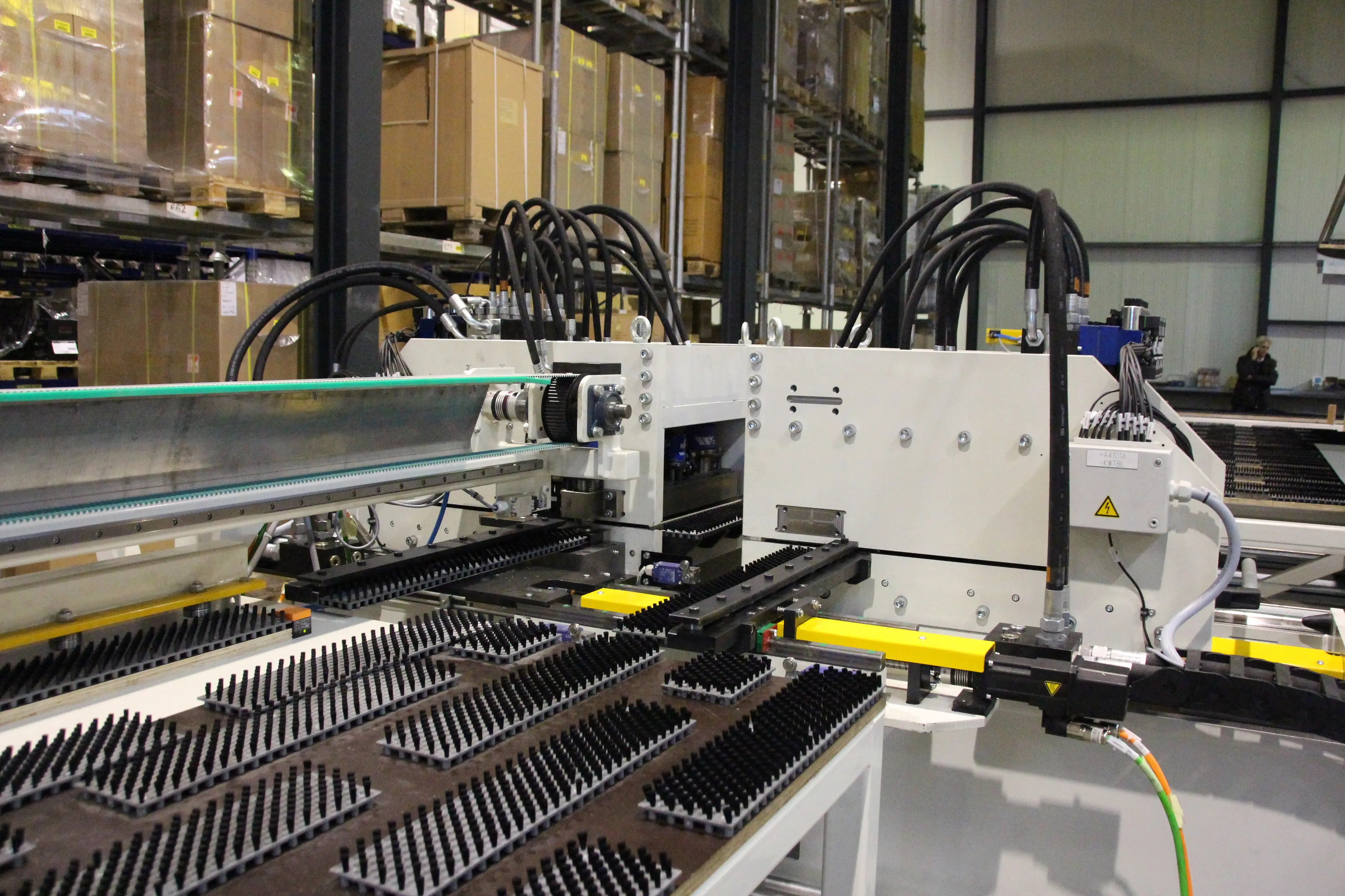
Vormrollensets staan op draaiunit
Het wisselen van profiel gebeurt zo snel doordat Dibalex de vormrollen links en rechts van de plaat op een draaiunit heeft geplaatst. In totaliteit staan aan elke kant 2 verschillende rolvormen op de balk. Zodra deze in 8 s 180 graden draait, is de machine gereed om een ander profiel te vormen. Bert Havenaar: “Waar het om gaat, is de parallelliteit en de nauwkeurigheid waarmee de profielen ten opzichte van elkaar staan. De synchronisatie van de beide aandrijvingen is eveneens belangrijk. Daarnaast moet de machine heel stabiel zijn.” Het engineeringteam van Dibalex denkt dit aantal vormrollensets uit te kunnen breiden naar vier of zelfs meer, zodat nog méér verschillende producten automatisch geprofileerd kunnen worden. Bert Havenaar verwacht namelijk meer vragen naar dit soort oplossingen. “Dit is wat bedrijven vragen. Nu we weten hoe het moet, kunnen we ook andere aantallen vormrollensets verwerken.”

Onbemande productie
De 40 m lange lijn is bij de fabrikant in een bestaande lijn geïntegreerd en draait volledig onbemand. De producten worden na het profileren automatisch doorgegeven aan de volgende lijn in de fabriek. De procesbesturing van de machine communiceert met de werkvoorbereiding, waar de programma’s worden gemaakt en de productievolgorde wordt bepaald. De mogelijkheid om dit een operator aan de machine te laten doen, is er ook nog. Bert Havenaar: “Wij bieden deze flexibiliteit, maar we zien wel een trend dat er meer en meer klanten de machines via de PC-besturing aansturen.”
Europese markt
Voor Dibalex is Duitsland momenteel de grootste afzetmarkt. “De Duitse markt loopt goed”, zegt Bert Havenaar. Opdrachten komen met name uit de bouw, interieurbouw, logistieke en transportsector. Tsjechië, Slowakije, Frankrijk, België, Polen, Rusland en de Scandinavische landen zijn andere belangrijke exportmarkten voor de speciaal machinebouwer uit Alblasserdam. In Nederland komen de recente opdrachten vooral uit de interieurbouw.
Voor een Belgische klant heeft Dibalex recent ook een bijzondere lijn ontwikkeld. Samen met Cloos is hierin een vliegende lasunit geïntegreerd die profielen last terwijl ze door de profileermachine gaan. De vliegende lasunit legt vijf puntlassen terwijl de profileerlijn een snelheid haalt van 30 m per minuut.

DOOR: FRANC COENEN
