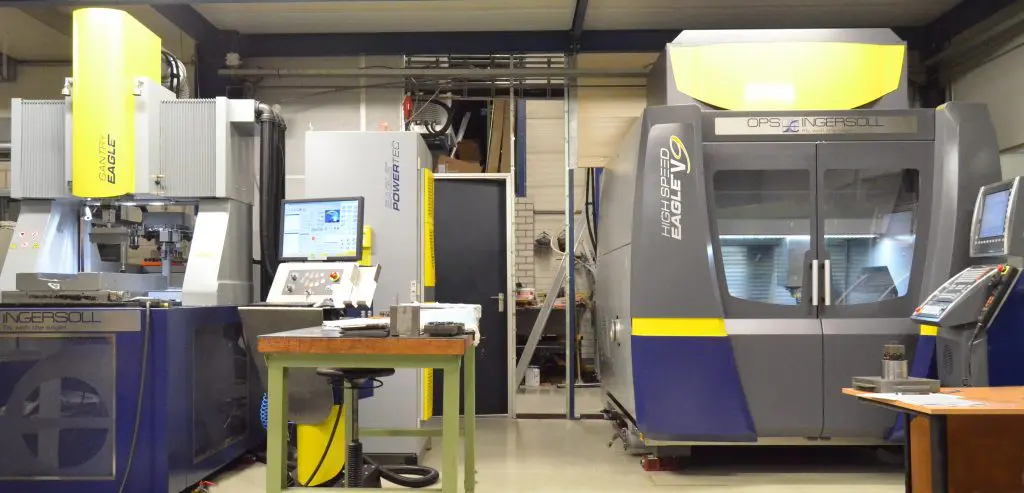
Half maart stond het vijfassige high-speed Eagle V9 bewerkingscentrum van OPS-Ingersoll nog trots te glimmen op de stand van Promas op de Techni-Show. Amper twee weken later werden de operators van matrijzenbouwer Moulds & Handling in Drunen door een specialist van de fabriek wegwijs gemaakt op de nieuwe machine. De V9 is een goede aanvulling op de zinkvonkmachine Gantry Eagle 800 van dezelfde leverancier. Directeur/eigenaar Johan van de Wiel verwacht hiermee op een hoger technisch niveau te komen.
De productieruimten van Moulds & Handling in Drunen staan vol machines. Voor draaien, slijpen, frezen, vonkverspanen en sinds kort, in de speciaal geconditioneerde ruimte, dus ook hogesnelheidsfrezen met de vijfassige freesmachine Eagle-V9 van OPS-Ingersoll. Waarom juist deze machine? “Daar zijn meerdere redenen voor,” antwoordt Johan van de Wiel. “We hebben sinds 2014 een OPS-Ingersoll Gantry Eagle 800 zinkvonkmachine in gebruik. De producten die wij maken zijn vaak het beste met grafiet elektroden te produceren. De nieuwe V9 Eagle is een stabiele machine en bij uitstek geschikt voor het produceren van deze elektroden. Hieraan worden hoge nauwkeurigheidseisen gesteld, dus heb je daar een goede machine voor nodig. De V9 heeft bovendien vijf assen en kan met hoge spiltoerentallen werken, zodat je hiermee ook nauwkeurig met hele dunne freesjes kunt verspanen. Dit bovendien ook als je harde staalsoorten wilt bewerken. Daarnaast heeft ie een goede afzuiging, wat bij het frezen van grafiet absoluut een vereiste is. Dankzij het meervoudige en zo nodig uitbreidbare gereedschapmagazijn kunnen we de machine daarnaast ook ’s avonds en ’s nachts onbemand laten werken, wat voor werkstukken met lange bewerkingstijden ideaal is. Overdag produceren we dan de korter lopende producties. In de onbemande uren levert zo’n machine pas echt geld op, wat betekent dat we de investering er sneller uit hebben. Ook de zinkvonkmachine is uitgerust met een gereedschapmagazijn (carrousel) zodat we daarmee eveneens onbemand kunnen werken. De frees- en zinkvonkmachines staan naast elkaar zodat we er in de toekomst zelfs een robot tussen zouden kunnen zetten om daarmee een onbemande frees/zinkvonk productiecel te realiseren. Het hoeft nu nog niet, maar het kan wel.”
Heidenhain besturing
Edwin Smeenk van de afdeling verkoop bij Promas in Maasbree, is enthousiast over het merk OPS-Ingersoll, waarvan de fabriek op slechts anderhalf uur rijden ten Oosten van Maastricht ligt. “Aanvankelijk gebruikte OPS-Ingersoll een PC-gebaseerde besturing,” legt Smeenk uit. “Maar tijdens de EMO van 2013 werd de nieuwe V-line serie met Heidenhain besturing geïntroduceerd. Omdat deze besturingen een veel universelere opbouw en ‘look & feel’ hebben, zijn ze gemakkelijker te programmeren (herkenbare menustructuur) en ook makkelijker te integreren in productie-automatisering omgevingen. Voor Johan van de Wiel was de aanwezigheid van deze besturing mede een belangrijk argument om voor deze machine te kiezen.”
Stabiele machine
Het frame van de V9 ‘high speed Eagle’ machine is vervaardigd van stabiel polymeerbeton, terwijl voor de bewegingen kogelomloopspindels met servomotoren (van Heidenhain) worden gebruikt. Glasmeetlinialen (ook van Heidenhain) controleren de nauwkeurige verplaatsingen langs de X-,Y-, enZ-as, zodat met de V9 en het ‘kleinere broertje’ de V5, bewerkingsnauwkeurigheden beter dan 0,01 mm haalbaar zijn. Encoders op de motoren regelen het toerental, terwijl temperatuursensoren de stabiliteit van de totale machine bewaken. Om dit te ondersteunen is de complete machine ingekapseld in een zowel geluid als thermisch isolerende behuizing. Het werkbereik van de V9 bedraagt 800 mm x 600 mm x 500 mm (XxYxZ). Dat van de compactere V5 550 mm x 400 mm x 400 mm. De hoofdspil van de V9 bij Moulds & Handling is een Fischerspil met HSK E50 opname die een maximum spiltoerental bereikt bij 36.000 min-1. Er is ook een HSK E40 spil op de machine leverbaar (die standaard op de V5 zit) en tot 42.000 min-1 gaat. Speciaal voor de V9 is er bovendien een zwaardere spil (HSK A63 met een maximum toerental van respectievelijk 18.000/26.000 min-1). Opvallend detail is dat de spilneus apart is gekoeld. Dit om te voorkomen dat bij de allerhoogste toerentallen de temperatuur te ver zou oplopen, wat geometrische afwijkingen zou kunnen geven. Het werkstuk is ingespannen op een tafel die wordt bewogen met een torquemotor, waardoor snelle positiewisselingen mogelijk zijn. Daarnaast is er een interessante lijst opties, waaronder een geïntegreerd werkstuk-lasermeetsysteem, een automatisch freesreinigingsstation, infrarode meettasters, spaanafvoersystemen, diverse koelsmeersystemen, speciale afzuiging (zoals grafietafzuiging op de V9 in Drunen), SMS-alarm, etc.

Droog of nat verspanen
Altijd een leuke vraag: ‘Wordt er nat, droog, of met nevel verspaand?’ “Voor de productie van grafiet elektrodes gebruiken we uiteraard geen smering,” antwoordt Johan van de Wiel. “Waar je dan wel heel erg goed op moet letten is de afzuiging. Daarvoor is deze V9 uitgerust met een speciaal afzuig/filtersysteem zodat er geen grafiet in de ruimte terecht kan komen. In tegenstelling tot veel machines die vooral zijn ingericht om damp af te zuigen, wordt bij deze V9 het grafiet van onderaf afgezogen. Om te beginnen helpt de zwaartekracht dan al een handje mee, waarnaast speciale filters de grafietdeeltjes opvangen zodat de ruimte schoon blijft.”
“Ook gehard staal en aluminium kun je met deze machine goed droog verspanen”, vult Edwin Smeenk aan. Door de aanzet steeds kleiner te maken zijn dankzij de stabiliteit en de hoge freestoerentallen spiegelgladde oppervlakken te bereiken. Ga je echter materialen verspanen die meer weerstand opleveren, waarbij je ook het gevaar loopt dat het oppervlak en het gereedschap te warm worden, dan biedt OPS-Ingersoll twee opties. De eerste is een systeem voor toepassing van metaalbewerkingsvloeistoffen zoals de veel gebruikte watergedragen emulsies. Bijzonder is de tweede optie die ATS heet. Dit staat voor ‘Aerosol Trocken Schmierung’. Daarbij wordt uit een uiterst geringe hoeveelheid smeermiddel een fijne Aerosol geproduceerd die nauwkeurig wordt gedoseerd op de verspaningszone. Het resultaat is een sterk verminderde wrijving en dus aanzienlijk minder warmteontwikkeling. Bijzonder is daarbij dat deze ATS smering ook diepgat boren in staal mogelijk maakt.

Doppen en deksels
Johan van de Wiel heeft zelf al zo’n dertig jaar ervaring als matrijzenbouwer en zit sinds 2013 met zijn bedrijf in Drunen. Met zo’n tien medewerkers beweegt dit familiebedrijf pur sang zich in de gespecialiseerde nichemarkt van matrijzenbouw, waarbij de productie (en ontwikkeling) van doppen en deksels voor flessen en potten een specialiteit genoemd mag worden. Daarnaast worden ook veel matrijzen gemaakt voor een bedrijf dat gespecialiseerd is in wielersportaccessoires. “Maar daar blijft het niet bij”, benadrukt Johan van de Wiel. “Matrijzen vormen de ene helft van de business. De andere is ‘handling’. En daar bedoel ik alles mee dat rondom een spuitgietmachine is te vinden. Wij zorgen ervoor dat materiaal goed wordt aangevoerd naar de matrijs, dat de geproduceerde producten automatisch uit de matrijs worden genomen, worden gestapeld en zelfs verpakt. De totale productie kunnen wij invullen, dus vanaf het ontwikkelen en produceren van de gespecialiseerde matrijs tot alle handelingen daar omheen, dus tot en met de volledig geautomatiseerde productie met robots, pick and place units, aan- en afvoerbanen, etc. Al die kennis hebben we in huis en beschikken daarvoor ook over geavanceerde 3D CAD-systemen waarmee we alles ontwerpen. Voor klanten ontwikkelen we zelfs complete producten. Omdat we tijdens het ontwerp meteen nadenken over de productiewijze en de matrijsopbouw, rolt daar altijd een optimaal te produceren oplossing uit.”

Nederlands vakmanschap
Hoe vindt matrijzenbouwer Johan van de Wiel het productieklimaat in Nederland en hoe ziet hij de toekomst? “Grote, algemene metaalbedrijven zijn hier eigenlijk niet meer en je ziet dat Nederland vooral sterk is in niches. Dat is denk ik ook de grote kracht van onze metaalindustrie omdat er in die niches inmiddels heel veel kennis en ervaring zit. Daarnaast loopt de Nederlandse metaalindustrie voorop op het gebied van productie-automatisering. Bij de meeste bedrijven worden tijdsintensieve bewerkingen al volledig onbemand uitgevoerd. Er staan robots, visionsystemen, automatische palletwisselaars, automatische gereedschapwisselaars, materiaalaanvoersystemen en ga zo nog maar even door. Via IT-netwerken en intelligente software wordt alles perfect aangestuurd en via webcams kunnen we thuis, met een tablet of laptop op je schoot in de gaten houden of alles goed gaat. Daar zijn Nederlandse metaalbedrijven al heel ver mee. Combineer dit met de enorm sterke reputatie die wij op technisch vlak hebben en de succesformule is daar. Het is niet voor niks dat iedereen die aanvankelijk zogenaamd veel goedkopere matrijzen heeft laten bouwen in China, Portugal en Polen weer steeds meer zaken doet met Nederlandse en West Europese matrijzenbouwers. Kwaliteit, betrouwbaarheid en vakmanschap weten we, mede omdat we blijven investeren in geavanceerde machines en automatisering, steeds beter te combineren met een uiterst concurrerende prijsstelling. Daardoor is onze internationale voorsprong alleen maar groter geworden.”
DOOR: FRANK SENTEUR
Noot: dit artikel is eerder in Metaal Magazine nummer 3 verschenen.
